Manufacturing material: stainless steel 304 and 316L
La selección entre acero inoxidable 304 y 316L depende más del tipo de producto procesado que del presupuesto inicial. El 304 funciona correctamente para sopas, salsas, lácteos estándar y soluciones de baja agresividad química. Sin embargo, en líneas donde existe presencia de sal, ácidos orgánicos o limpieza CIP frecuente con químicos alcalinos, el 316L ofrece una vida útil considerablemente mayor.
Diferencias prácticas entre 304 y 316L
- 304: menor costo inicial, buena resistencia general y disponibilidad rápida.
- 316L: mejor comportamiento frente a corrosión por cloruros y productos ácidos.
- 316L: soldaduras más resistentes a contaminación en ambientes húmedos permanentes.
- 304: suficiente para procesos alimentarios convencionales de baja agresividad.
Muchos compradores asumen que el 316L siempre es necesario. No es así. En líneas de producción sencillas, el retorno de inversión puede no justificar el sobrecosto. Pero cuando aparecen problemas de picaduras internas o contaminación metálica, normalmente el error estuvo en subestimar el ambiente de trabajo.
Heating options
Electric heating
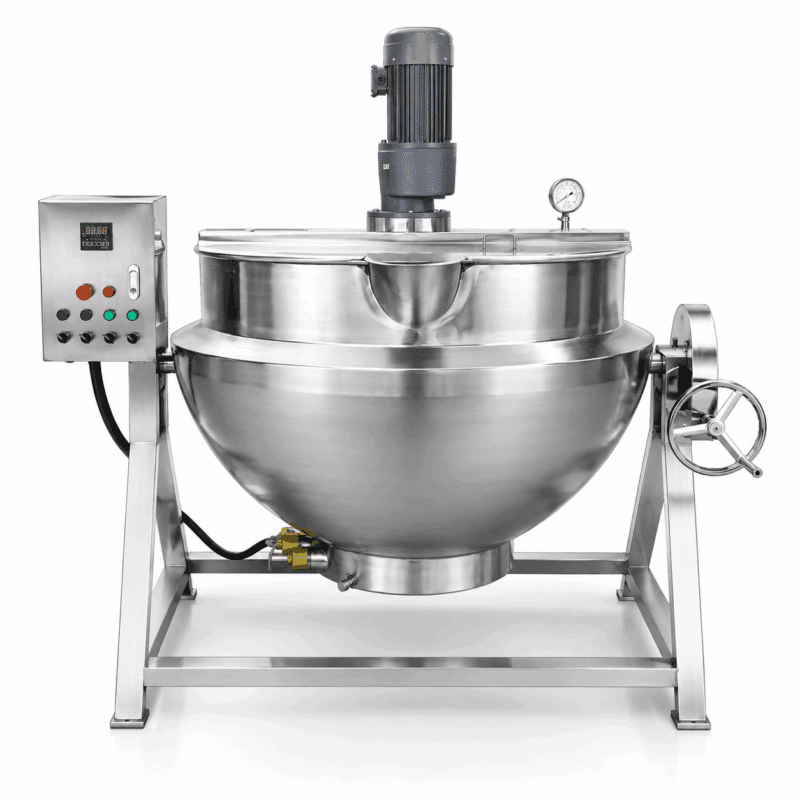
Las marmitas eléctricas ofrecen control térmico estable y automatización sencilla mediante PLC o controladores PID. Son frecuentes en plantas con restricciones de combustión o donde se requiere precisión de temperatura para recetas sensibles.
El inconveniente aparece en instalaciones con suministro eléctrico limitado. Una marmita de 900 litros con resistencias de alta potencia puede exigir una infraestructura eléctrica considerable, especialmente durante arranques en frío.
Además, si las resistencias no trabajan completamente sumergidas en el medio térmico, la vida útil disminuye rápidamente.
Gas heating
El sistema a gas sigue siendo común en industrias alimentarias de alta producción debido a su rapidez de calentamiento y menores costos operativos en ciertas regiones. En procesos de cocción intensiva, como salsas espesas o caldos concentrados, la respuesta térmica suele ser más agresiva que en sistemas eléctricos.
Sin embargo, también aparecen puntos calientes con mayor facilidad si el diseño del fondo no distribuye correctamente la llama.
En equipos mal calibrados, es habitual observar quemaduras parciales en productos ricos en azúcar o almidón.
Steam heating
En plantas industriales con calderas centralizadas, el vapor continúa siendo la solución más eficiente para procesos continuos. El calentamiento indirecto mediante chaqueta de vapor proporciona una transferencia térmica uniforme y reduce significativamente el riesgo de sobrecalentamiento localizado.
La principal ventaja operativa es la estabilidad.
También facilita limpiezas más rápidas porque disminuye la carbonización interna del producto.
El problema aparece cuando la calidad del vapor no es adecuada. Condensados contaminados o presión inestable afectan directamente la eficiencia térmica y aceleran la corrosión interna de válvulas y líneas.
Aplicaciones industriales habituales
- Producción de salsas y concentrados
- Procesamiento de lácteos
- Cocción de mermeladas y jarabes
- Preparación de sopas industriales
- Procesos farmacéuticos líquidos
- Mezcla térmica química
- Fabricación de productos cosméticos
En líneas alimentarias, la viscosidad del producto define gran parte de la configuración necesaria. Muchos errores de compra ocurren porque se selecciona únicamente el volumen sin considerar densidad, capacidad de agitación o comportamiento térmico del producto.
Configuraciones mecánicas y operación
Sistemas de agitación
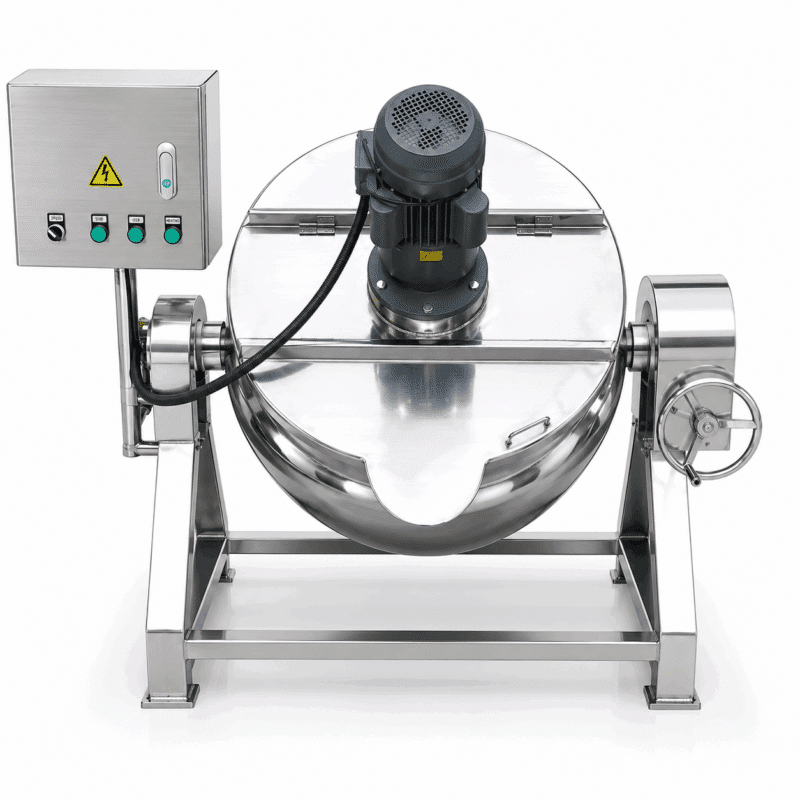
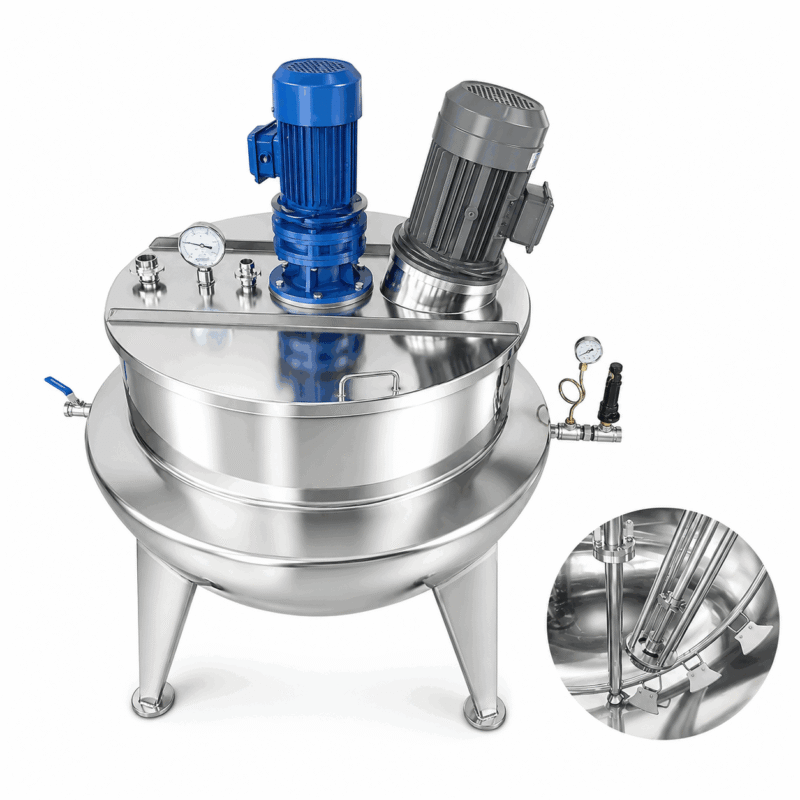
Una marmita de 900 litros normalmente requiere agitación mecánica cuando se procesan productos viscosos. Las configuraciones más utilizadas incluyen agitadores tipo ancla, paletas o mezcladores con raspadores laterales.
Los raspadores son importantes.
Especialmente en procesos con azúcar o proteína, donde el producto tiende a adherirse a las paredes internas.
Fondos y geometría
Los fondos hemisféricos mejoran la circulación térmica y facilitan el vaciado completo. Aunque son más costosos de fabricar, suelen reducir tiempos de limpieza y minimizar acumulaciones de producto.
En cambio, los fondos planos simplifican la instalación pero generan más zonas muertas durante ciertos procesos.
Common operational problems
- Quemaduras de producto por control térmico deficiente.
- Fugas en sellos mecánicos del agitador.
- Acumulación de residuos en soldaduras internas mal pulidas.
- Pérdida de presión en sistemas de vapor.
- Corrosión localizada por químicos CIP agresivos.
- Desalineación del eje agitador tras largos ciclos de producción.
En la práctica, muchas fallas no provienen del cuerpo principal de la marmita, sino de componentes auxiliares mal seleccionados: válvulas económicas, motores sobredimensionados o sensores térmicos de baja calidad.
Maintenance and cleaning
El mantenimiento preventivo tiene más impacto en la vida útil que el espesor del acero inoxidable. Una marmita correctamente mantenida puede operar durante muchos años incluso bajo uso intensivo.
Puntos críticos de mantenimiento
- Inspección periódica de soldaduras sanitarias
- Revisión de sellos y empaques
- Limpieza completa de chaquetas térmicas
- Control de incrustaciones en líneas de vapor
- Lubricación de reductores y motores agitadores
- Verificación de sensores de temperatura
Un error frecuente es utilizar productos de limpieza demasiado agresivos pensando que mejorarán la higiene. En realidad, concentraciones incorrectas de cloruros pueden deteriorar incluso el acero inoxidable 316L.
Considerations before purchasing
La capacidad nominal no debería ser el criterio principal. Es más importante analizar:
- Tipo de producto procesado
- Viscosidad durante calentamiento
- Fuente energética disponible
- Frecuencia de producción
- Sistema de limpieza requerido
- Nivel de automatización esperado
También conviene revisar el acabado interno real del tanque. Algunos fabricantes anuncian acabados sanitarios, pero en inspección práctica aparecen soldaduras rugosas o zonas difíciles de limpiar.
Eso termina afectando producción, higiene y tiempos de parada.



")
")
")
")
")
")
")