Common applications in factories
The kettle with agitator is used in processes where the product needs to be heated while kept in motion. It is not just a heated container. It is a processing equipment.
Food industry
- Sauces, jams, syrups, creams, fillings, and concentrates.
- Dairy products, ice cream bases, processed cheeses, and mixtures with suspended solids.
- Viscous preparations that require avoiding burning, sedimentation, or phase separation.
Cosmetics and personal care
- Creams, gels, lotions, balms, and emulsions.
- Products where temperature directly influences texture, gloss, and stability.
Fine chemicals and industrial processes
- Resin mixtures, adhesives, detergent solutions, and suspensions.
- Processes requiring uniform heating and controlled discharge.
Material: stainless steel 304 or 316L
Stainless steel 304 is sufficient for many foods, beverages, and products with low chemical aggressiveness. It is durable, economical, and easy to maintain. On the other hand, 316L is advisable when chlorides, acids, saline ingredients, pharmaceuticals, or more demanding sanitary requirements are present.
A common mistake is requesting 316L “because it is better” without reviewing the actual process. Yes, it has higher corrosion resistance, but it also increases the cost. In lines where the product is not aggressive and cleaning is well controlled, 304 can operate for years without issues. Conversely, using 304 with brines, hot acidic products, or strong chemical cleaning usually results in pitting, stains, and avoidable claims.
Heating options
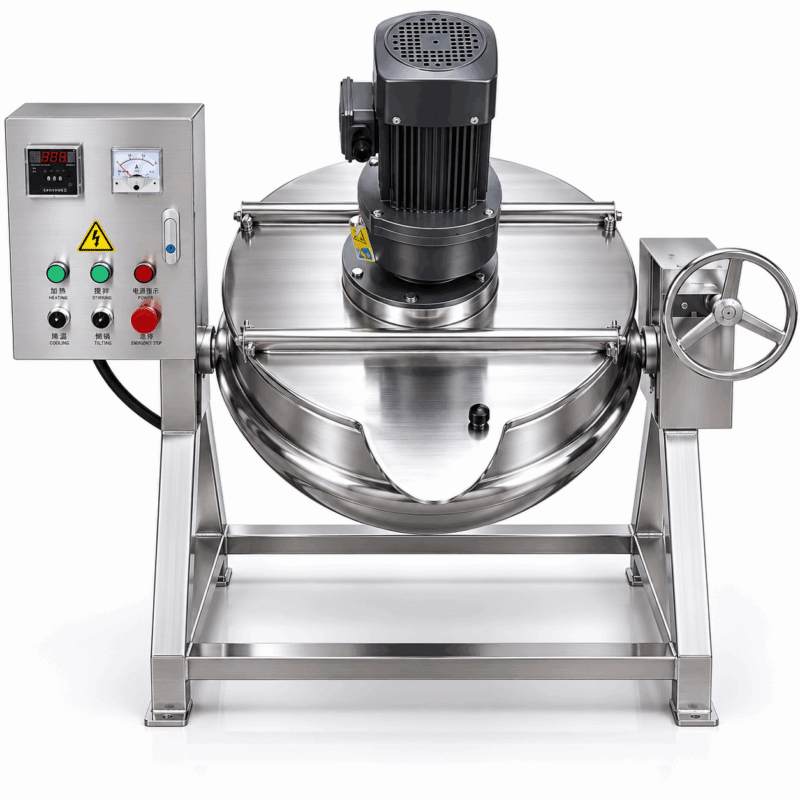
Electric heating
Electric heating is practical when there is no boiler or gas line available. It allows good temperature regulation and a relatively simple installation. It is common in small and medium batches, pilot plants, and productions where environmental cleanliness is important.
The disadvantage appears in large capacities or high-viscosity products: electrical consumption can be high and heating time longer than expected. In a 500 or 1,000-liter kettle, it is not enough to look at the installed power; the actual temperature rise time and the plant's electrical capacity must be calculated.
Gas heating
Gas offers good thermal power and is usually attractive due to operational cost. It works well in traditional food applications, especially when heating water, syrups, or products of moderate viscosity is required.
However, it is not the best option for all cases. Thermal distribution can be less uniform if the burner and bottom design are not well resolved. It also requires ventilation, combustion safety, and periodic maintenance. For products sensitive to overheating, a steam jacket or a well-controlled electric system may yield better results.
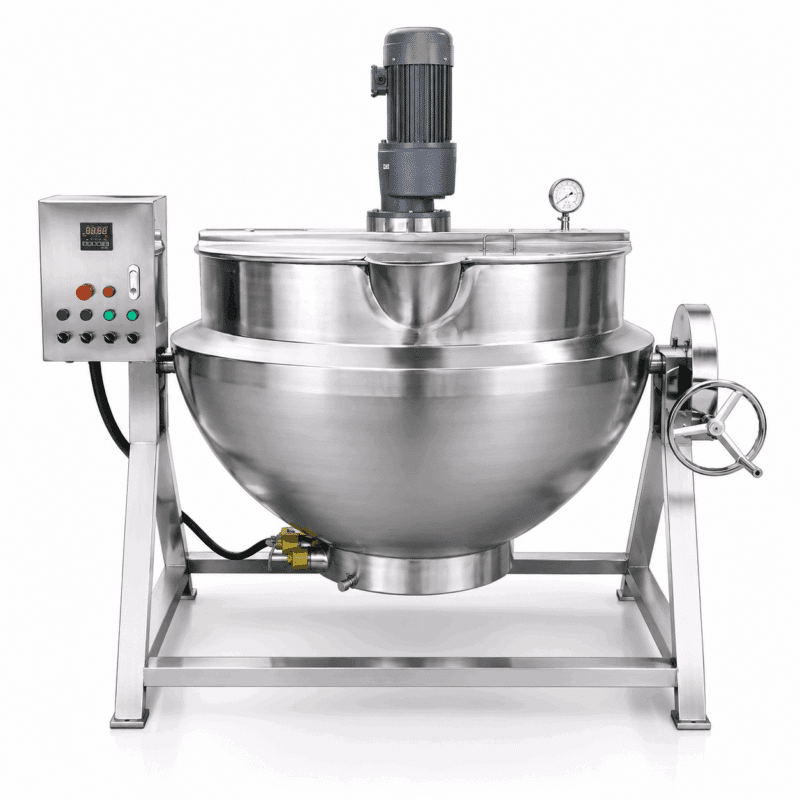
Steam heating
Steam is the most robust option for continuous production or large batches. It delivers heat efficiently, stably, and relatively uniformly. If the plant already has a boiler, it is usually the most industrial alternative.
The critical point lies in the installation: available pressure, steam trap, condensate purge, control valves, and jacket sizing. Many problems attributed to the kettle actually stem from a poor steam line. Retained condensate, water hammer, or unstable pressure directly affect process time and product quality.
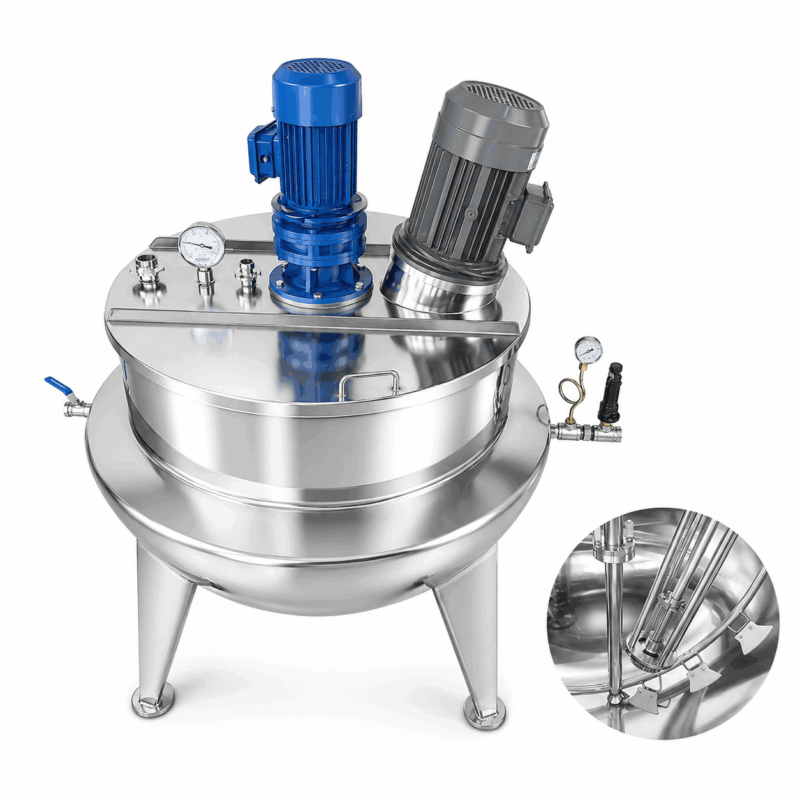
Agitation system: not all products mix the same
The agitator must be selected according to viscosity, solids content, shear sensitivity, and process objective. For light liquids, a paddle or propeller-type agitator may suffice. For creams, dense sauces, or products prone to sticking, it is advisable to use an agitator with wall and bottom scrapers.
This is not a minor detail. In the factory, cold spots and dead zones appear where the product does not circulate well. If the agitator only moves the center of the tank, the operator ends up raising the temperature to compensate. Result: burnt product on the wall, uneven color, or longer cleaning time.
Technical aspects worth reviewing
- Fixed or variable speed via frequency inverter.
- Blade type according to viscosity and tank geometry.
- Scrapers in PTFE or other material compatible with the product.
- Gear motor with sufficient torque, not just nominal power.
- Shaft seal suitable for washing, pressure, and sanitary conditions.
Available capacities: 50 to 1,000 liters
Capacities of 50, 100, and 200 liters are common in product development, artisanal batches, and flexible productions. Kettles of 300 to 500 liters already require reviewing handling, discharge, operating space, and cleaning time. In equipment of 800 to 1,000 liters, the design of agitation, heating, and structure ceases to be secondary.
More volume does not always mean more productivity. If heating takes too long, if discharge is slow, or if cleaning takes half a day, the large equipment can become a bottleneck. Sometimes two medium kettles provide more flexibility than a single large kettle.
Common operational problems
Stuck or burnt product
This usually occurs due to excessive local temperature, insufficient agitation, or absence of scrapers. It also happens when the operator speeds up the process by increasing the jacket temperature too much. It is a quick fix that almost always has consequences.
Non-uniform mixture
This can be due to poorly sized blades, incorrect speed, or partial load outside the recommended range. A kettle designed to work well at 80% capacity may mix poorly at 25%.
Slow discharge
In viscous products, the bottom valve must be properly sized. A small outlet may seem acceptable on paper, but in production it can double the emptying time. It is advisable to consider a sanitary valve, transfer pump, or tilting design depending on the product.
Difficult cleaning
Corners, rough welds, poorly located fittings, and scrapers that are difficult to dismantle complicate cleaning. For food, cosmetics, or sensitive products, the internal finish and accessibility are as important as motor power.
Maintenance and service life
A well-manufactured kettle does not require complicated maintenance, but discipline is necessary. Periodically check the gear motor, bearings, shaft seal, electrical connections, valves, steam traps, and scraper condition. In gas equipment, the burner needs regular inspection. In electric equipment, resistors and temperature sensors must be kept clean and properly fixed.
- Check for leaks in jacket connections, valves, and agitator seal.
- Inspect scraper wear and adjustment against the internal wall.
- Clean residues before they carbonize or harden.
- Check calibration of temperature sensors.
- Avoid impacts on the internal surface, especially on sanitary finishes.
Common misunderstandings when purchasing a kettle
“More power heats better”
Not always. More power without good heat transfer can create hot spots. Jacket design, thermal contact, agitation, and temperature control are equally important.
“The standard agitator works for everything”
No. A propeller that works well with liquids may be useless in a dense paste. For viscous products, priority is usually torque and wall sweeping, not speed.
“1,000 liters produce twice as much as 500 liters”
Only if heating, cooling, mixing, discharge, and cleaning scale properly. In practice, dead time defines much of the productivity.
“All stainless steel is sanitary”
False. The grade of steel, surface finish, welding quality, dead zone-free design, and ease of cleaning matter. A shiny tank does not guarantee a hygienic design.
Criterios prácticos de selección
Before defining the model, it is advisable to respond with real process data: product, viscosity, working temperature, batch size, available heating method, cleaning frequency, and discharge method. With this information, oversizing the equipment or buying a kettle that later requires modifications is avoided.
- For small batches and frequent recipe changes: capacities from 50 to 200 liters with flexible control.
- For regular production: 300 to 500 liters with a robust agitator and efficient discharge.
- For high volume: 800 to 1,000 liters with steam, good torque, and design intended for quick cleaning.
- For acidic, saline, or pharmaceutical products: stainless steel 316L.
- For general foods: stainless steel 304 may be sufficient if the process allows.
Technical conclusion
An industrial kettle with an agitator should be chosen as part of a process line, not as an isolated tank. The best equipment is not necessarily the largest or most powerful, but the one that maintains uniform temperature, stable mixing, clean discharge, and reasonable maintenance.
When thermal design, agitator, and material match the product, the operation becomes predictable. That is what a plant really seeks: fewer manual corrections, less rejected product, and more consistent production cycles.




")
")
")
")
")
")