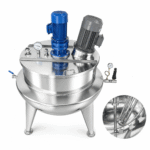
Industrial 100-Liter Kettle
An industrial 100-liter kettle is not chosen solely for capacity. In a plant, that volume usually marks the midpoint between advanced pilot production and small or medium commercial batches. It is a machine large enough to require serious thermal control, yet still manageable for frequent recipe changes, daily cleaning, and process adjustments.
This type of kettle is mainly used for cooking, heating, mixing, and concentrating liquid, semi-liquid, or pasty products. In food, it is commonly seen in sauces, jams, creams, soups, dairy products, fillings, syrups, and culinary bases. It is also used in cosmetics, light pharmaceuticals, and non-aggressive chemicals, provided that viscosity, temperature, and material compatibility are properly evaluated.
Construction in 304 or 316L stainless steel
Manufacturing in 304 stainless steel is suitable for most standard food applications. It withstands moisture, frequent washings, and many commonly used ingredients well. For products with high salinity, marked acidity, chlorides, fermented ingredients, or processes where chemical cleaning is more demanding, 316L stainless steel is usually a better technical choice.
316L does not make the kettle indestructible. This is a common misunderstanding. It improves corrosion resistance, especially in more aggressive environments, but still requires good cleaning, rinsing, and drying practices. I have seen 316L equipment damaged by improperly diluted chlorine residues or by leaving chemical solutions stagnant overnight.
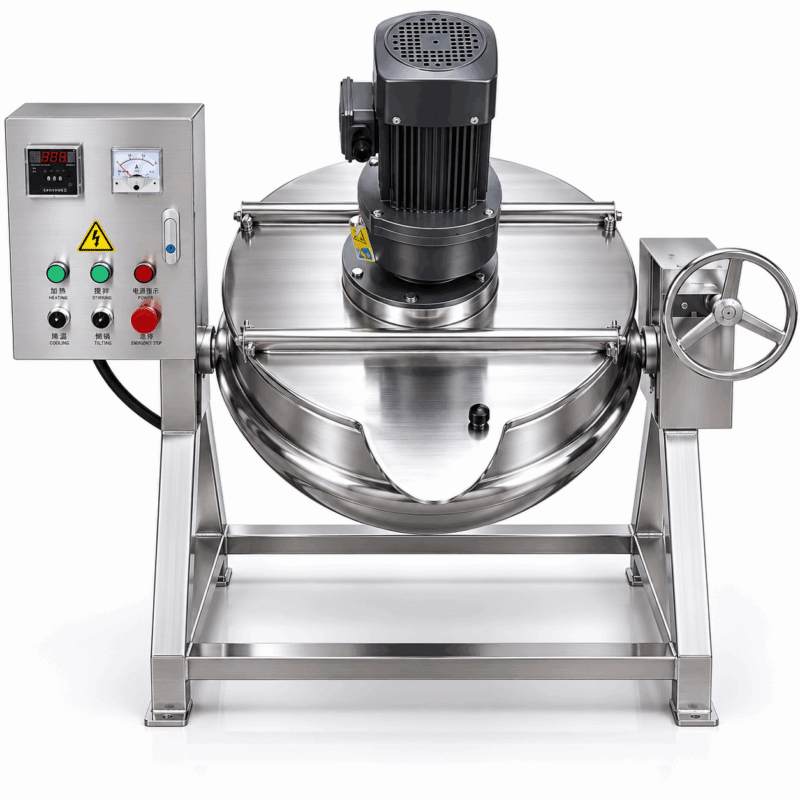
Construction details that matter in operation
- Polished internal surfaces to reduce adherence and facilitate cleaning.
- Heating jacket designed to distribute heat evenly.
- Sanitary discharge valve, preferably wide passage when working with viscous products.
- Fixed, hinged, or split top cover, depending on the type of loading and evaporation control required.
- Central or scraped-wall agitator, depending on viscosity and risk of burning.
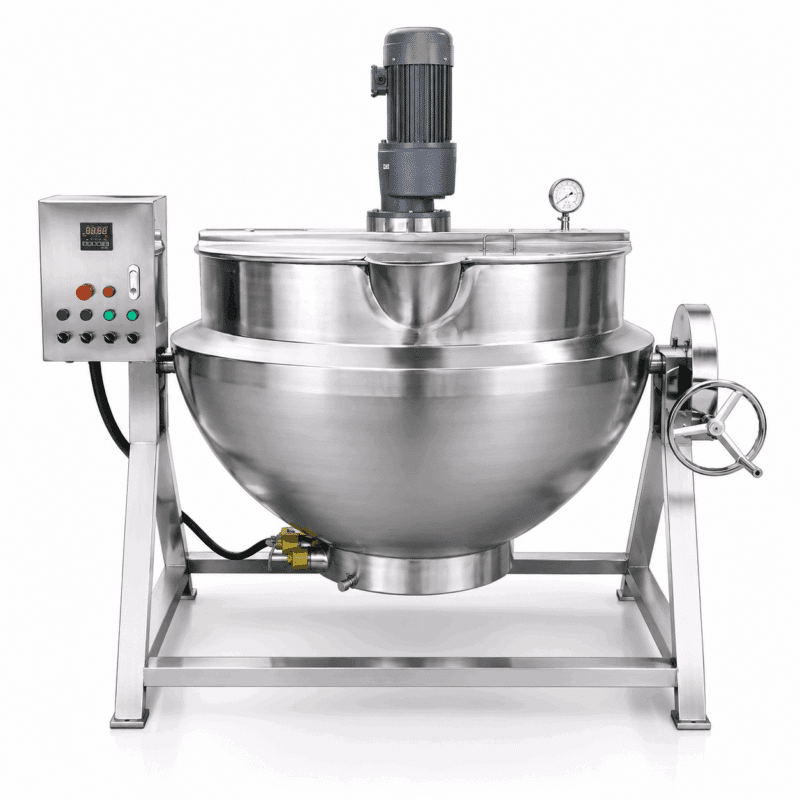
Heating options
The 100-liter industrial kettle can be configured with electric, gas, or steam heating. No option is universally superior. The correct choice depends on the available service at the plant, the product's thermal profile, and the actual operating cost, not just the initial equipment price.
Electric heating
Electric heating is practical when simple installation, clean control, and operation in areas where combustion is undesirable are required. It works well for small and medium batches, especially if the plant has sufficient electrical power.
Its main advantage is control. With properly sized resistors and a good temperature controller, the operator can work with considerable repeatability. The disadvantage appears when the product needs to heat up quickly or when the electricity rate is high. In continuous production, that cost is noticeable.
Gas heating
Gas usually offers rapid heating and lower energy cost in many plants. It is a robust option for cooked foods, sauces, broths, and products where good thermal capacity is sought without relying on a boiler.
The critical point is uniformity. Poor flame distribution or operation without sufficient agitation can generate hot spots. The product sticks, changes color, or acquires a burnt flavor. It is not always the recipe's fault. Often it is a combination of excess power, poorly designed bottom, and rushed operator.
Steam heating
Steam is the most stable option for plants with existing infrastructure. It offers uniform heat transfer, good efficiency, and adequate control for sensitive processes. In dairy products, syrups, creams, and preparations that require homogeneous heating, it is usually the most professional solution.
But it demands more discipline. Steam traps, vents, regulated pressure, condensate, and valves must be kept in good condition. A poorly drained steam kettle loses performance and heats irregularly. In the plant, this translates into variable batch times and complaints from the production area.
Common applications in the plant
The 100-liter capacity allows working with sufficiently representative batches to validate formulas, adjust cooking times, and test ingredient behavior before scaling up to larger equipment.
- Preparation of sauces, dressings, and culinary bases.
- Cooking jams, processed fruits, and sweet fillings.
- Heating milk, creams, chocolate, syrups, and viscous mixtures.
- Production of cosmetics such as creams, gels, and simple emulsions.
- Light chemical processes with materials compatible with stainless steel.
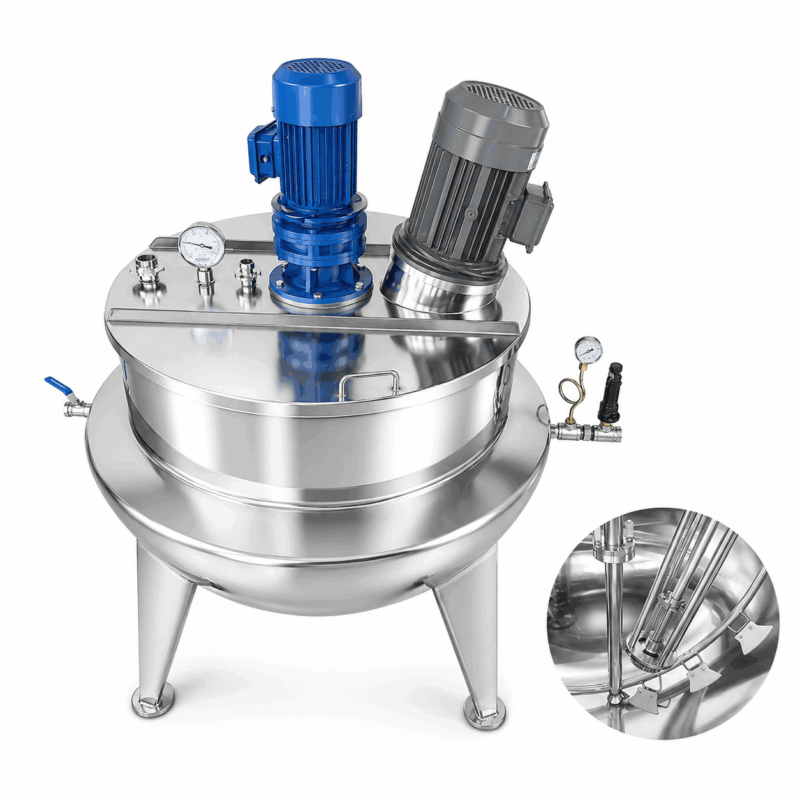
Agitation, viscosity, and heat transfer
In a 100-liter kettle, agitation is not a minor accessory. It is part of the process. A liquid product can work well with a paddle or simple anchor agitator. However, a thick cream, a sauce with solids, or a mixture with starches requires a system that moves the product close to the heated wall.
When agitation is insufficient, known problems arise: cold spots, sedimentation, sticking to the bottom, texture variations, and longer process times. Sometimes the buyer requests more heating power when in reality better mixing is needed. More heat does not correct poor product circulation.
Engineering trade-offs
- More power reduces heating time but increases the risk of burning if agitation does not accompany it.
- A more robust agitator improves the process with viscous products but increases consumption, cost, and mechanical complexity.
- 316L steel improves chemical resistance, although it raises the initial price.
- A small sanitary valve may be acceptable for liquids but becomes a bottleneck with dense products.
- Steam offers excellent performance but requires auxiliary infrastructure and maintenance.
Common operational problems
The most frequent failures do not always come from the equipment. Often they arise from how it is operated.
- Product sticking to the bottom: usually due to excessive temperature, low agitation, or incorrect order of ingredient loading.
- Slow heating: it may be related to undersized resistors, low steam pressure, poorly adjusted burner, or excess cold product loaded at once.
- Irregular texture: usually indicates poor dispersion, insufficient agitation, or poorly defined hydration times.
- Localized corrosion: occurs due to inadequate cleaning chemicals, chlorides, poor rinsing, or aggressive process water.
- Leaks in valves or seals: usually increase when processing abrasive, sugary products or those with suspended solids.
Maintenance and service life
A well-constructed kettle can last many years, but not if treated as a simple hot tank. Inspection of joints, connections, valves, gear motor, agitation system, and heating elements should be part of the plant routine.
After each shift, it is advisable to clean while the equipment still retains some temperature. Waiting too long hardens residues, sugars, and fats. Then the operator compensates with more chemicals, more force, or inappropriate tools. That is when internal scratches and sanitary problems begin.
Practical recommendations
- Do not use carbon steel brushes on stainless steel surfaces.
- Periodically check the condition of gaskets and seals.
- Avoid unnecessary thermal shocks during cleaning or cooling.
- Check electrical connections, burners, or steam accessories according to the equipment version.
- Record actual heating times to detect performance losses.
Common misconceptions when purchasing
A common mistake is to think that 100 liters of nominal capacity always equals 100 liters of useful process volume. Not necessarily. If the product foams, boils, increases in volume, or requires vigorous agitation, free margin must be left. In many cases, the effective working volume will be smaller.
Another misunderstanding is choosing only based on price and steel thickness. Thickness matters, but so do jacket design, weld quality, internal finish, ease of cleaning, valve type, agitator torque, and availability of spare parts.
Installation is also often underestimated. An electric kettle requires adequate power and protections. A gas kettle requires ventilation, combustion safety, and a stable line. A steam kettle depends on pressure, condensate, and properly sized accessories. The purchase does not end when the equipment arrives at the plant.
Selection criteria
To correctly select a 100-liter industrial kettle, it is advisable to start with the most difficult product to be processed, not the simplest. If the equipment can handle the most viscous, sensitive, or corrosive recipe, it will usually work well with the others.
- Product type: liquid, semi-viscous, pasty, or with solids.
- Maximum process temperature and sensitivity to burning.
- Cleaning frequency and sanitary requirements.
- Availability of electricity, gas, or steam at the plant.
- Need for a simple agitator, reinforced, or with scrapers.
- Compatibility between product, cleaning chemicals, and 304 or 316L steel.
Technical conclusion
A 100-liter industrial kettle is a versatile piece of equipment, but its good performance depends on technical decisions made before purchase. The material, heating system, agitation, and discharge must be selected according to the actual process, not according to a generic datasheet.
In plant experience, the best results are obtained when production, maintenance, and quality participate in the choice. Production knows where the product sticks. Maintenance knows which components fail. Quality knows which surfaces will be critical for cleaning. When these three perspectives are combined, the kettle ceases to be just a hot container and becomes a reliable process tool.






")

")
")