Most common applications
- Cooking sauces and pasta foods
- Preparation of jams and fillings
- Dissolution of sugar and viscous mixtures
- Processing of dairy products
- Heating of chemical solutions
- Manufacture of liquid cosmetics
- Batch pasteurization processes
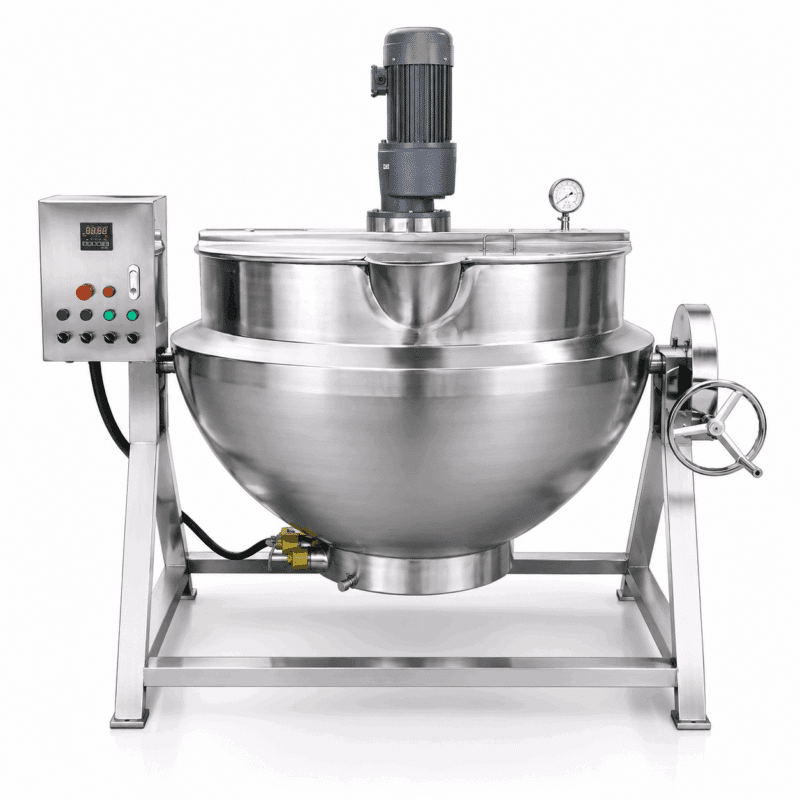
Many buyers believe that the nominal capacity equals the actual useful volume. In practice, an 800-liter kettle normally operates between 70% and 85% filling if the product generates foam, thermal expansion, or requires intense agitation.
Available heating options
Electric heating
The electric system offers more stable thermal control and less variation during delicate processes. It is recommended when the product is sensitive to caramelization or hot spots.
The resistors are usually installed in a thermal jacket or directly under the bottom. In actual operations, the most frequent problem is not insufficient power, but the accumulation of carbonized residues on hot surfaces.
In products with high sugar or starch content, preventive cleaning is critical. If proper washing is not performed, thermal transfer rapidly decreases and energy consumption increases.
Gas heating
Gas continues to be the preferred option in plants with high thermal demand and high electrical costs. Heating is fast and thermal recovery is usually better in continuous production.
However, it requires good flame distribution. Poor regulation causes overheating zones at the bottom of the kettle, especially in economical models with reduced thickness steel.
In food lines, this ends up causing partial burning of the product. It is a fairly common problem.
Steam heating
The steam system remains the most efficient for stable industrial production. Thermal transfer is uniform and the risk of burning decreases considerably.
When the plant already has a central boiler, it is usually the best operational solution. The drawback appears in small installations where maintaining the steam infrastructure ends up costing more than the kettle itself.
Another important point: many companies underestimate condensate drainage. If the return is not well designed, the jacket loses efficiency and water hammer occurs.
Construction in stainless steel 304 and 316L
Most standard food applications work properly with stainless steel 304. It has good mechanical resistance and acceptable behavior against moderate chemical cleaning.
Stainless steel 316L is used when there is presence of salt, acidic products, aggressive formulations, or stricter sanitary requirements.
In theory, both materials seem similar. In continuous operation, they are not.
Kettles made of 316L better tolerate frequent CIP cycles and present a lower risk of localized corrosion in welds. This becomes relevant in plants that operate intensive daily production.
Thickness and interior finish
The thickness of the body directly influences thermal stability and service life. Some low-cost kettles reduce millimeters in the bottom and jacket to cut manufacturing costs. The result usually appears after one or two years: thermal deformation and loss of flatness.
For viscous products, it is advisable to use a sanitary polished interior finish, especially if the equipment works with agitation.
- Sanitary interior finish easy to clean
- Polished welds to minimize residue accumulation
- Options with external thermal insulation
- Hinged lid or full lid depending on the process
- Manual or pneumatic bottom discharge
Considerations about agitation
An 800-liter kettle without an agitation system can work properly for simple liquids. But when viscosity increases, heat transfer worsens rapidly.
In jams, creams, or thick mixtures, slow and constant agitation prevents sedimentation and improves temperature uniformity.
The typical mistake is installing motors that are too fast. Higher speed does not mean better mixing. In many food products, excess RPM introduces air, modifies texture, and generates unnecessary foam.
Maintenance and frequent operational problems
Inspection of thermal jacket
In steam or thermal oil models, internal leaks are usually detected late. A small leak can contaminate insulation and reduce efficiency for months before becoming visible.
Preventive inspections should include:
- Inspection of valves and connections
- Work pressure control
- Verification of welding points
- Cleaning of thermal deposits
- Inspection of agitator and reducers
Actual cleaning versus theoretical cleaning
Many catalogs mention “easy cleaning,” but the reality depends on the internal design. If there are poorly resolved corners or welds without proper polishing, product accumulation will always occur.
This is especially critical in dense sauces and dairy products.
Aspects that buyers often overlook
Not all problems appear during commissioning. Some arise after several months of continuous production.
From experience, the most ignored points are:
- Actual quality of internal welds
- Availability of agitator spare parts
- Low energy consumption under full load
- Ease of disassembly for maintenance
- Compatibility with existing CIP systems
- Effective thermal capacity, not just nominal
A well-constructed 800-liter industrial kettle can operate for years with basic maintenance. But when the design prioritizes only price, problems usually appear during continuous production, not in the initial demonstration.




")
")
")
")
")
")
")